
塑料耐火系统窗及五金配件技术分析
1塑料耐火系统窗材料配置分析
1.1塑料耐火系统窗材料基本配置见表1.1说明。
表1.1塑料耐火系统窗材料基本配置表
| 序号 | 材料子系统 | 主要材料 |
| 1 | 塑料型材子系统 | 塑料型材、增强型钢、角部增强件等 |
| 2 | 防火玻璃子系统 | 0.5小时防火玻璃、1小时防火玻璃等 |
| 3 | 耐火五金子系统 | 耐火平开门窗五金子系统、耐火内平开下悬窗五金子系统等 |
| 4 | 耐火密封材料子系统 | 框扇配合防火胶条、玻璃密封防火胶条、玻璃与型材空隙防火膨胀条等 |
| 5 | 其他材料子系统 | 防火玻璃垫块、型材腔体防火膨胀条、防火辅助件等 |
1.2基本要求
1.2.1塑料型材子系统
1、塑料型材:60系列以上平开系统塑料型材,具有独立的增强型钢腔(防火腔)、排水腔,型材壁厚可视面在2.5mm以上,非可视面壁厚在2.2mm以上,型材结构满足防火玻璃和耐火五金件装配要求。
2、增强型钢:窗厚度在1.5mm以上,门厚度在2.0mm以上,形状宜为矩形或闭合结构,具有良好的防腐处理,外形结构和尺寸与型材腔体吻合。
3、角部连接件:厚度在2.0mm以上,宽度在20mm以上并与型材装配位置结构配套,钢质材料。
1.2.2防火玻璃子系统
1、耐火0.5小时防火玻璃:中空结构,透明度满足使用要求,在0.5小时耐火测试温度条件下耐火时间达到0.5小时以上,满足国家标准规定。
2、耐火1小时防火玻璃:中空结构,透明度满足使用要求,在1小时耐火测试温度条件下耐火时间达到1小时以上,满足国家标准规定。
1.2.3耐火五金子系统
1、主要受理部件应采用钢质材料制作,并做优良的防腐处理。
2、0.5小时耐火五金件,在0.5小时耐火窗测试温度条件下,同时承受门窗扇重量情况下,能满足0.5小时以上的结构完整性。
3、1小时耐火五金件,在1小时耐火窗测试温度条件下,同时承受门窗扇重量情况下,能满足1小时以上的结构完整性。
4、所有与型材装配部件,装配后,确保五金部件与型材增强型钢有效连接,并易于装配。
1.2.4耐火密封材料子系统
1、所有密封材料必需是防火型环保材料。
2、防火密封胶条结构应有利于耐火密封,并应与型材具有良好的装配性。
3、玻璃与型材空隙防火膨胀条结构应与玻璃间隙相吻合。
1.2.5其他材料子系统
1、定位和承重防火玻璃垫块均应具有良好的耐火性能。
2、型材腔体防火膨胀条应采用环保材料,并具有良好的遇火膨胀性和隔热性。
3、其他防火辅助件应具有良好的装配性,和耐火性能。
2塑料耐火系统窗关键构造
2.1型材角部连接构造见图2.1所示。
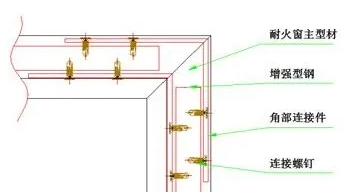
图2.1型材角部连接构图
2.2防火玻璃装配构造见图2.2所示。
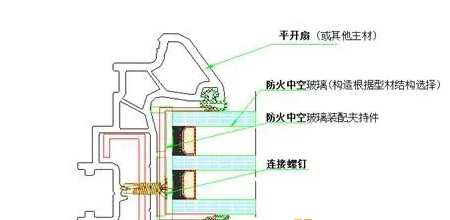
图2.2防火玻璃装配构造图
2.3耐火五金装配构造
1、合页装配构造见图2.3-1所示。
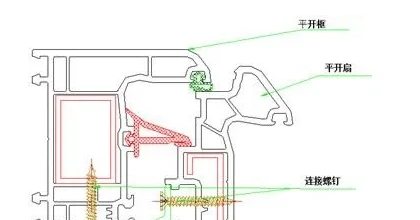
图2.3-1合页装配构造图
2、传动机构装配构造见图2.3-2所示。
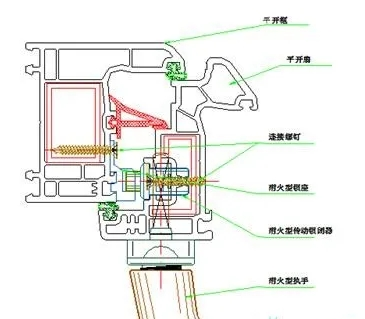
图2.3-2传动机构装配构造图
2.4框扇耐火密封构造见图2.4所示。
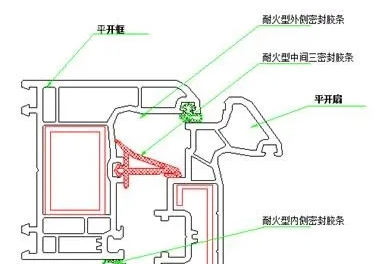
图2.4框扇耐火密封构造图
3耐火门系统窗工艺分析
耐火门系统窗加工工艺在满足耐火性要求同时,还应满足整窗功能和性能设计要求。
3.1总体工艺分析
耐火门系统窗在常规塑料门窗加工工艺的基础上,增加了型材加装防火条、型材角部处理、装配防火型密封胶条、防火玻璃装配、安装耐火型五金件等关键工序,使耐火门窗能够更好的满足建筑耐火门窗标准规定。
3.2型材加装防火条
在型材近火面腔体里加装防火隔热条,提高型材的整体耐火性。防火条应与型材相应的腔体相吻合,与型材腔体端头距离在10mm为宜。
3.3型材角部处理
焊接清角后,角部增强连接(内侧外侧均做加强连接),焊接后应使整窗增强型钢通过角部增强连接件连成一体,达到闭合框架的整体钢性结构,内角侧和外角侧均应装配。
3.4防火玻璃装配
通过玻璃卡件装配防火玻璃,加装防火型玻璃垫条,通过专用金属玻璃卡件装配玻璃,使玻璃与四周的增强型钢有效连接,并在玻璃四周加装防火性玻璃垫条,装配玻璃可选择玻璃与型材打防火密封胶或是装配防火密封胶条。
3.5安装耐火型五金件
耐火窗应选择具有耐火性的五金件,五金件承重部件必须与框扇的增强型钢有效连接,五金件的锁闭部件中,传动器应和扇型材增强型钢有效连接,锁座应和框(梃)的增强型钢有效连接。
3.6装配防火型密封胶条
在原有配套密封胶条槽口处加装配套的防火型密封胶条,胶条装配牢固。
综上所述,塑料耐火门系统窗是一个新兴的产品,采用合理的材料配置、适应的结构构造、便捷的工艺方案,会更好的满足建筑耐火要求。